Jak działa system chłodzenia frezarek CNC w przemyśle?
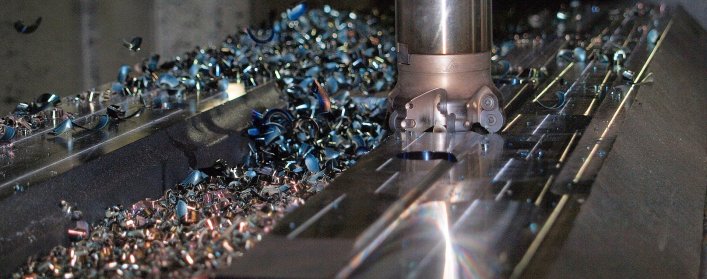
W nowoczesnej obróbce skrawaniem nie ma miejsca na przypadek. Gdy frezarka CNC pracuje godzinami, a materiał jest twardy, narzędzie rozgrzewa się błyskawicznie, wióry zaczynają utrudniać pracę, a precyzja potrafi runąć jak domek z kart. Właśnie dlatego system chłodzenia frezarek CNC w przemyśle jest tak istotny. To nie jest tylko „dodatkowa opcja” przy maszynie. To pełnoprawny układ, który wpływa na żywotność narzędzi, jakość powierzchni, stabilność procesu i bezpieczeństwo całej produkcji.
Czym jest system chłodzenia frezarek CNC i po co się go stosuje?
System chłodzenia w frezarkach CNC to zespół elementów, które odpowiadają za podawanie chłodziwa lub innego medium do strefy skrawania. W zależności od typu maszyny i rodzaju obróbki może to być emulsja, olej, mgła olejowa albo sprężone powietrze. Każde z tych rozwiązań ma swoje miejsce i sens. Nie da się powiedzieć, że jedno sprawdza się zawsze. W przemyśle liczy się dobór do konkretnego zadania.
Główne cele takiego układu są bardzo praktyczne. Po pierwsze, trzeba odprowadzić ciepło, które powstaje podczas tarcia narzędzia o materiał. Po drugie, należy usunąć wióry ze strefy cięcia, bo zalegające opiłki potrafią uszkodzić krawędź skrawającą i pogorszyć wykończenie. Po trzecie, chłodziwo poprawia smarowanie, a to zmniejsza opory pracy. W efekcie frez nie tylko pracuje dłużej, ale też robi to spokojniej i równiej.
W zakładach produkcyjnych w Polsce takie układy spotyka się niemal wszędzie tam, gdzie obrabia się stal, aluminium, żeliwo czy stopy techniczne. Od małych firm usługowych po duże hale produkcyjne - wszędzie tam chłodzenie CNC pomaga utrzymać powtarzalność. I właśnie o tę powtarzalność chodzi najbardziej. Maszyna może być nowoczesna, szybka i bardzo dokładna, ale bez właściwego chłodzenia łatwo traci przewagę.
Jak działa obieg chłodziwa w frezarce?
Sam mechanizm działania nie jest skomplikowany, choć jego skuteczność zależy od wielu drobiazgów. Chłodziwo trafia najpierw do zbiornika, gdzie jest magazynowane i przygotowywane do obiegu. Następnie pompa tłoczy je przez przewody do dysz, kolektora albo bezpośrednio przez wrzeciono, jeśli maszyna ma taki układ. Ciecz trafia w okolice narzędzia, gdzie przejmuje ciepło i wypłukuje drobiny materiału. Potem spływa z powrotem do zbiornika, a cały proces zaczyna się od nowa.
W praktyce dobry obieg musi zapewnić odpowiednią wydajność. Jeśli strumień jest zbyt słaby, chłodzenie nie spełnia swojej roli. Jeśli jest zbyt mocny, może rozchlapywać ciecz, pogarszać widoczność lub powodować niepotrzebne straty. Dlatego w wielu maszynach stosuje się regulację przepływu. Operator albo automat może ustawić intensywność pod konkretną operację. Inaczej chłodzi się frezowanie zgrubne, a inaczej delikatne wykańczanie powierzchni.
Pompa, filtry i zbiornik - trio, które robi robotę
W układzie chłodzenia trzy elementy zasługują na szczególną uwagę. Pierwszy to pompa. Bez niej cały system po prostu nie ruszy. Musi być dopasowana do wymaganej wydajności i ciśnienia. Drugi element to filtry. To one zatrzymują wióry, zanieczyszczenia i osady. Gdy są zapchane, przepływ spada, a to już prosta droga do problemów. Trzeci element to zbiornik. Musi mieć odpowiednią pojemność i umożliwiać sedymentację zanieczyszczeń oraz stabilizację temperatury cieczy.
W dobrze prowadzonym zakładzie te elementy są regularnie kontrolowane. To nie jest fanaberia, tylko zwykła praktyka. Jeden zapchany filtr potrafi zatrzymać produkcję, a zużyta pompa potrafi dać objawy długo przed awarią. Słychać wtedy nietypowe dźwięki, spada ciśnienie, chłodziwo zaczyna płynąć nierówno. Kto raz przeżył taki przestój na produkcji, ten dobrze wie, ile kosztuje „byle drobiazg”.
Jakie rodzaje chłodzenia stosuje się w przemysłowych CNC?
Nie każda frezarka korzysta z tego samego rozwiązania. W praktyce spotyka się kilka popularnych metod. Najbardziej znane jest chłodzenie zalewowe, czyli podawanie dużej ilości chłodziwa na obszar obróbki. To rozwiązanie jest proste i skuteczne. Dobrze sprawdza się przy intensywnym frezowaniu stali i aluminium, gdzie potrzebne jest szybkie odprowadzanie ciepła i wiórów.
Drugim wariantem jest mgła olejowa lub minimalne smarowanie MQL. W tym przypadku do strefy skrawania trafia niewielka ilość środka smarnego w postaci aerozolu. To rozwiązanie ma sens tam, gdzie nie ma potrzeby dużego zalewania, a liczy się czystość, oszczędność i ograniczenie zużycia medium. W wielu zakładach ten system jest wybierany przy obróbce precyzyjnej albo tam, gdzie ważne jest ograniczenie ilości odpadów.
Chłodzenie przez wrzeciono - wygoda i skuteczność
Coraz częściej spotyka się również chłodzenie przez wrzeciono. To bardzo sprytne rozwiązanie, bo ciecz trafia bezpośrednio tam, gdzie naprawdę jest potrzebna - do samego narzędzia i strefy cięcia. Dzięki temu wióry są wypychane lepiej, a temperatura narzędzia spada szybciej. W wielu przypadkach przekłada się to na lepszą jakość otworów, większą trwałość frezów i stabilniejszy proces.
Takie rozwiązanie szczególnie dobrze wypada przy głębokim wierceniu, obróbce trudnych stopów oraz przy pracy z narzędziami o małej średnicy. W praktyce operatorzy bardzo cenią ten system, bo ogranicza on problem gromadzenia się wiórów wewnątrz obszaru skrawania. A to właśnie zalegające wióry często psują cały efekt.
Powietrze i układy mieszane - gdy liczy się prostota
W niektórych zastosowaniach stosuje się też chłodzenie powietrzem. To prostsza metoda, często używana przy obróbce tworzyw sztucznych, drewna technicznego lub lżejszych operacjach. Samo powietrze nie chłodzi tak skutecznie jak ciecz, ale dobrze usuwa pył i drobiny. W układach mieszanych można łączyć sprężone powietrze z minimalną ilością oleju, co daje dobry kompromis między czystością a skutecznością.
Jakie chłodziwo wybiera się do frezarek CNC?
Dobór medium chłodzącego zależy od materiału, typu narzędzia, rodzaju obróbki i oczekiwanego efektu. W Polsce najczęściej stosuje się emulsje wodno-olejowe. Są popularne, bo dobrze odprowadzają ciepło i zapewniają przyzwoite smarowanie. Sprawdzają się w wielu operacjach, zwłaszcza przy obróbce stali i aluminium. Trzeba jednak pamiętać, że wymagają kontroli stężenia, czystości i jakości wody.
Oleje do obróbki skrawaniem stosuje się tam, gdzie potrzebne jest mocniejsze smarowanie. Dobrze wypadają przy trudniejszych operacjach i mniejszych prędkościach skrawania. Z kolei chłodziwa syntetyczne i półsyntetyczne są cenione za stabilność, mniejszą podatność na rozwój bakterii i lepsze parametry eksploatacyjne. Wybór nie powinien być przypadkowy. Źle dobrany płyn może powodować pienienie, korozję, osady albo nieprzyjemny zapach, a tego nikt w hali nie chce.
W praktyce warto brać pod uwagę takie czynniki jak:
- rodzaj materiału obrabianego,
- twardość i geometria frezu,
- długość cyklu,
- wymagania dotyczące czystości detalu,
- warunki pracy maszyny,
- łatwość serwisowania układu.
Dobre chłodziwo do CNC to nie tylko płyn. To część całego procesu technologicznego.
Dlaczego chłodzenie wpływa na jakość obróbki?
Wpływ chłodzenia na efekt końcowy jest ogromny. Gdy temperatura rośnie zbyt mocno, narzędzie szybciej się tępi, a materiał może się przypalać albo przyklejać do krawędzi frezu. W efekcie powierzchnia detalu robi się gorsza, a wymiar zaczyna „uciekać”. W produkcji seryjnej to już nie drobnostka, tylko realny problem.
Właściwe chłodzenie poprawia też odprowadzanie wiórów. To niby detal, ale bardzo istotny. Wióry, które nie są usuwane na bieżąco, mogą wielokrotnie przechodzić przez strefę skrawania. To oznacza dodatkowe tarcie, większe obciążenie narzędzia i ryzyko uszkodzenia powierzchni. Dobrze ustawiony strumień chłodziwa pomaga utrzymać czystość w miejscu pracy i stabilizuje cały proces.
Na jakości zyskuje też sama maszyna. Wrzeciono, prowadnice i osłony pracują spokojniej, gdy układ chłodzenia działa bez zarzutu. Mniej ciepła oznacza mniej rozszerzalności cieplnej, a to z kolei przekłada się na lepszą dokładność wymiarową. W produkcji precyzyjnej to naprawdę robi różnicę.
Jak dba się o układ chłodzenia w praktyce?
Serwis układu chłodzenia nie jest skomplikowany, ale wymaga systematyczności. Najpierw trzeba kontrolować poziom chłodziwa i jego stan. Jeśli płyn zmienia kolor, zaczyna pachnieć inaczej albo pojawia się piana, to znak, że coś jest nie tak. Potem warto sprawdzić filtry, dysze i przewody. Zanieczyszczenia lub osady potrafią skutecznie ograniczyć skuteczność systemu.
Dobrą praktyką jest też regularne czyszczenie zbiornika. Wiele osób odkłada to na później, a potem zdziwienie, bo w zbiorniku zbiera się szlam, opiłki i tłuste osady. Tymczasem taki brud wpływa na jakość medium i może uszkodzić pompę. W zakładach, gdzie produkcja idzie pełną parą, kontrola chłodzenia bywa wpisana do harmonogramu przeglądów. I słusznie.
Warto pamiętać o kilku prostych zasadach:
- sprawdzaj filtrację co określony czas,
- mierz stężenie emulsji,
- kontroluj ciśnienie pompy,
- usuwaj osady ze zbiornika,
- reaguj na spadki wydajności od razu,
- wymieniaj chłodziwo zgodnie z zaleceniami producenta.
Takie podejście wydłuża życie układu i zmniejsza ryzyko przestoju. A przestój, jak wiadomo, boli najbardziej.
Jak dobrać chłodzenie do konkretnej pracy?
Nie ma jednego uniwersalnego ustawienia dla wszystkich frezarek. Inaczej chłodzi się aluminium, inaczej stal narzędziową, a jeszcze inaczej tworzywa. Przy aluminium często liczy się dobre odprowadzanie wiórów i ograniczenie przywierania materiału. Przy stali ważniejsze bywa mocniejsze chłodzenie i stabilność temperatury. Przy tworzywach z kolei trzeba uważać, aby nie przegrzać materiału i nie zostawić śladów po medium.
Znaczenie ma także rodzaj obróbki. Frezowanie zgrubne zwykle wymaga bardziej intensywnego chłodzenia niż wykańczanie. Przy produkcji seryjnej liczy się stabilność i możliwość długiej pracy bez przerw. Przy krótkich seriach i obróbce jednostkowej częściej stawia się na elastyczność i prostotę ustawień. W wielu firmach widać dziś podejście mieszane. Jedna maszyna pracuje z zalewem, inna z MQL, a jeszcze inna z chłodzeniem przez wrzeciono. I to ma sens.